

两级精密磁分离机(发明专利)
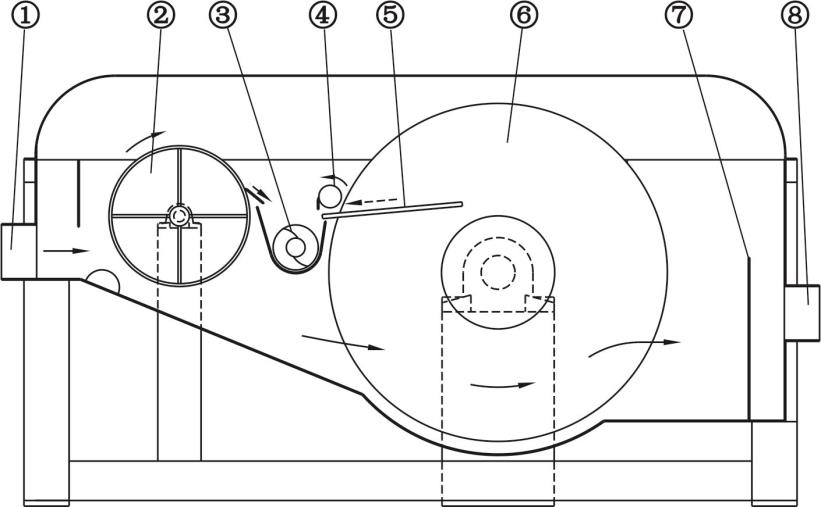
○1进水口 ○2前置分离器 ○3输渣机构 ○4卸渣机构
○5刮渣机构 ○6磁盘 组○7水位调节板 ○8出水口
自上世纪70年代国外开发出盘式磁分离净水技术以来,以磁盘机为代表的磁分离净化废水技术设备在水处理行业得到广泛应用。
通过向非磁性污水投加磁性粉末和水处理药剂,使废水中非磁性悬浮污染物与磁性粉末混合、絮凝成为磁性絮团,再被磁分离设备将其从水中分离出来,以此达到净化水质的目的,而所投加的磁性粉末经回收循环使用。
与传统固液分离技术相比较,盘式磁分离的最大优势在于磁力吸附速度快、磁吸附面积大,设备单位处理量的占地面积小,可实现大流量、高精度分离磁性悬浮物,净化水体。一般地说,磁场磁力可以很容易吸附流经磁场作用区的大部分磁性颗粒,但磁性较弱的颗粒,可能来不及被磁力吸附或被吸附后因水流冲刷而流失。磁盘机要实现良好的分离净化效果,关键在于控制流速、提高磁吸附能力,而后者与磁场强度及磁吸附面积有关。废水流经磁场作用区的流速不能太快,否则将有部分磁性物或因磁性较弱或因从磁盘表面被冲下而流失。在流速一定的情况下,磁场强度越高、磁吸附面积越大,磁性悬浮物被吸附分离得越彻底,出水效果也越好。
然而,在实际的工程应用中,磁分离技术存在的一大问题是,在悬浮物浓度比较高的情况下,磁盘机净化能力不足,很难保证出水水质。
比如以磁性悬浮物为主的冶金废水,进入磁盘机的磁性悬浮物浓度通常在300mg/L左右,净化效果良好;但磁盘机前面的旋流井捞渣过程会引起磁盘机进水悬浮物浓度明显增大,有时达800mg/L,磁盘吸附净化效果变差。
再比如以非磁性悬浮物为主的高浓度非钢废水,投加磁粉与非磁性悬浮物絮凝成为磁性絮团后,进入磁盘机的悬浮物浓度常常在1000mg/L以上,磁盘吸附的渣很厚,影响进一步的吸附,而且容易造成磁盘流道的局部堵塞,同时吸附的渣容易被水带出磁盘机,出水水质难以保证。
目前在工程应用中,解决瞬时或持续的悬浮物浓度高带来的设备处理能力不足的问题,一方面是在磁分离系统之前设置调节池或沉淀池尽量降低进入磁分离设备的悬浮物浓度;再有就是放大设备,即增加磁吸附面积,通常是增加磁盘数量。这些处置办法,都会明显增加投资成本、增大整个工艺的占地面积,削弱磁分离净化技术的优势发挥。
成都源蓉科技有限公司两级磁净化高浓度废水设备,在占地面积、投资成本较之现有磁盘机没有明显增加的情况下,将磁分离净化过程设为两级,即初级磁分离和深度磁分离;初级磁分离与深度磁分离构成一体化设备,两级分离共用一个螺旋输渣机构(包括螺旋输渣槽及输渣螺旋),有利于渣的后续统一回收处理,占地少、设备紧凑、能耗低、成本低,处理高浓度废水能力强,出水效果好。

>> 高效磁种回收机